|
800.514.3066customer service |
||
|
|
Kaydon white papersTrust but verify: the value of acceptance testingFor many applications, the values and engineering data in bearing manufacturers' catalogs—typically derived from calculations based on nominal dimensions—provide all the information needed for bearing selection. But in critical applications with a narrow performance window, designers need a greater safety margin. Acceptance testing (or end-of-line verification) provides it.
Catalog performance values are not actual characteristics, but averages with a tolerance attached. Furthermore, performance variation from unit to unit is common in bearings. Acceptance testing measures torque, preload, runout, stiffness, etc. and confirms whether or not these values are inside expected limits. If not, components can be reworked to bring the assembled bearing within required specifications. Should that not be practical, other bearing options can be investigated at an early stage of the design process. Relying strictly on catalog values can be a gamble, as demonstrated in the design of a fire control system for a U.S. Army tank. Designers selected a pair of 3.0" I.D. angular contact bearings for the gimbal without specifying a friction-torque requirement, and the vendor supplied a standard bearing that met the lubrication and preload requirements. Once the system was built and tested, it became clear that the bearing's starting torque exceeded the power available to rotate it. This necessitated costly rework and required a redesign of the lubrication and preload requirements, delaying the project. Acceptance testing could have identified the high torque values and triggered a design review before this embarrassing discovery. Incidents like these demonstrate how acceptance testing can benefit both the user and supplier. For the user, it adds a dimension of quality control and performance reliability (often supported by formal documentation). It also reduces unexpected downtime to repair or replace components that fail to meet system requirements. For the supplier, acceptance testing can increase product quality, document that design requirements have been met, and ensure user satisfaction. When to test
Generally, acceptance testing should be done when:
Thin section bearings, which are often specified for weight-critical or space-critical applications, can often benefit from acceptance testing. These small, lightweight packages often operate at low power, with mechanisms that rotate slowly and may be highly loaded. Their small envelope and low mass make them appealing, but since the races and rolling elements can weigh as little as 10% of what similar elements of standard-section bearings weigh, it is best to confirm their suitability.
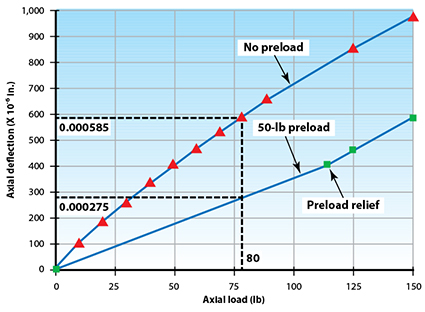
Even applications that seem simple, such as low-speed/low-load applications, can benefit from acceptance testing. Such applications can actually be quite challenging when stiffness, accuracy and low torque become critical…in fact, these are often conflicting requirements. For example, bearings are often preloaded to improve stiffness and reduce deflection, but preload increases starting and running torque. In low-power applications, the resulting friction may be more than the power source can provide. When taking steps to improve one bearing characteristic, it is important to weigh any measure taken against how it may affect the others. Sometimes these steps require rework; e.g., should the nominal preload produce too much running torque, the manufacturer may need to change the ball size, regrind the races or re-hone the ball paths. Another option is to 'run in' the bearing at load for some period. In all scenarios, further testing is recommended to verify performance. Developing a test planAcceptance tests can be as simple as a single measurement, or may require complex set-ups that duplicate severe operating conditions. The following guidelines can be very helpful in developing test plans.
For a simple check, such as starting torque with the required lubricant, a line added to the control drawing is usually adequate. It might say something like: "Starting torque for a lubricated and preloaded bearing in the free state (races radially unrestrained) not to exceed 10 oz-in." For more complex test conditions and procedures, it is better to have an ATP.
Typically, ATPs are written in a how-to style; they include the level of inspection or sampling plan, a definition of the bearing operating characteristics, a description of required checking procedures, and a list of required documents. Drawings, diagrams and graphs are often included to clarify test methods, and acceptance/rejection criteria are stated to avoid confusion. Most ATPs also specify the equipment and fixtures used, to ensure consistency from one test run to another. A comprehensive ATP typically includes the following, but one or two elements may be enough for simple plans. Typical elements of an ATP
A comprehensive data package should also contain the results of all inspected items, original traces from plotters or recorders, and even traceability documents and other quality requirements, such as metallographic certifications and heat treatment records. It is best to avoid listing unqualified theoretical values on the control or specification drawing, as these may be misinterpreted as requirements and lead to duplicate testing. If a non-critical bearing characteristic must be listed, it should be labeled "For engineering reference only." The ATP should also specify whether all bearings are to be tested, or just a sampling. In some cases (e.g., satellite or missile guidance systems) 100% testing may be the only prudent course. But in most cases, operational requirements can be balanced against practical considerations, like bearing complexity and lot size. One approach is to adopt an appropriate Acceptable Quality Level, or AQL, from MIL-STD-105, a military specification. An AQL specifies the number of bearings to test based on the quantity produced, with a stipulation to check all bearings in a lot if any discrepancy is found and then determine corrective action. Data package for a comprehensive ATP
ConclusionFor design engineers working in critical applications, acceptance testing is a kind of insurance policy: you accept a little extra cost and time up front to avoid expensive delays later. (The time required for a simple check like bearing runout is negligible if the bearing manufacturer is notified early in the design process, and complicated tests can generally be completed in a few days.) Not every design needs an ATP, but when the stakes are high, many designers have found it to be an investment that pays great dividends. Download this article
Trust but verify: the value of acceptance testing |
|
|
|
||||||||
|
|
||||||||